
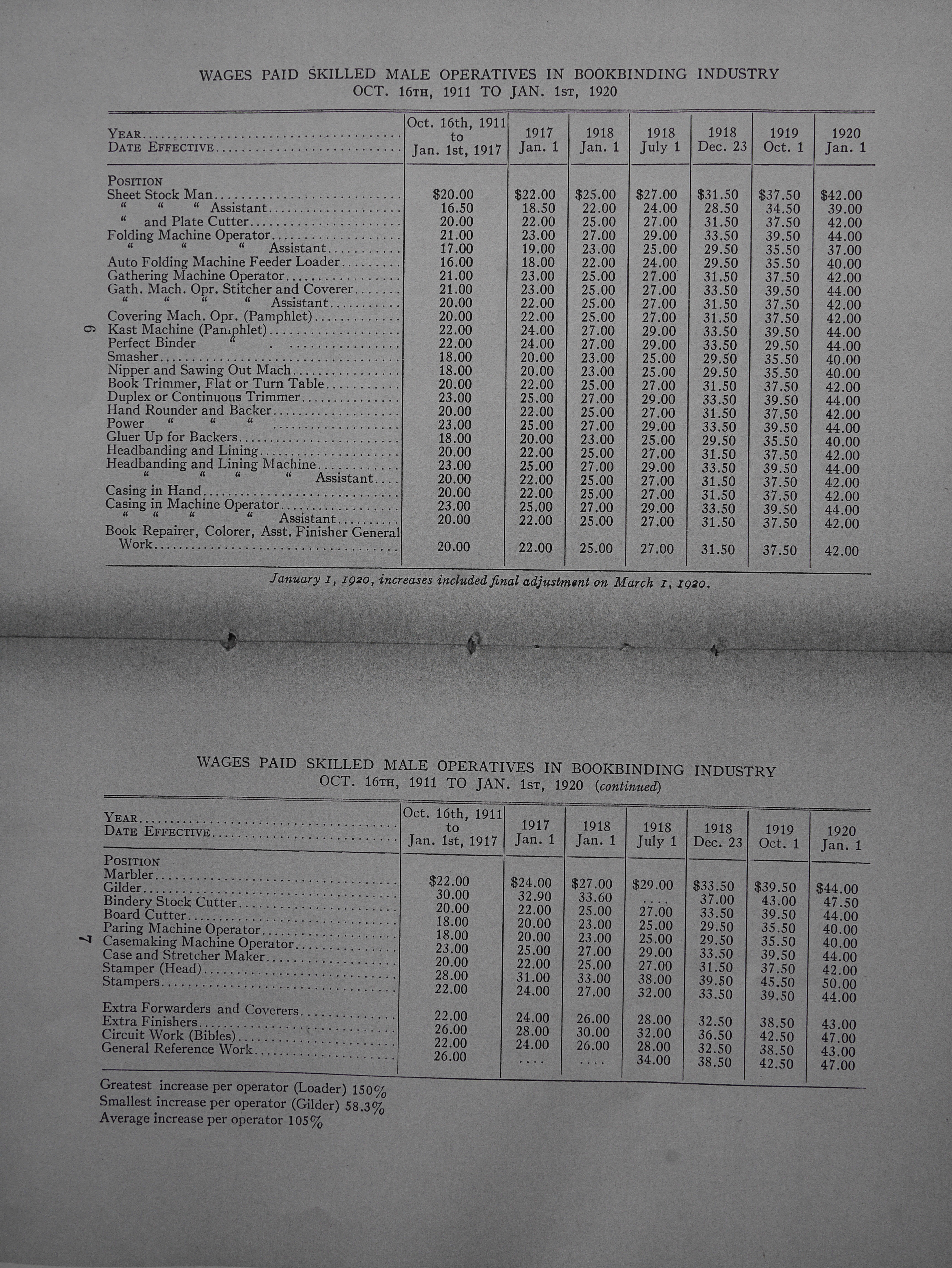
It is often claimed that the most skilled, and highest paid position in a bookbindery was the finisher. However, in 1920, the J.F. Tapley Co. paid the head stamper $50 a week, while an extra finisher earned a bit less, $47. Even the casing-in machine operator earned $2 more than the hand casing-in position, at $44 a week. Wages varied between $37 and $50 for skilled male work. At least for this company, machine operation was apparently valued more highly than hand work, likely because it was more profitable. All the workers are referred to as “operatives”, whether engaged in machine or hand work.
The argumentative title of this company produced pamphlet, “Why the present high costs of bookbinding?” indicates some defensiveness and weariness when asked this question. I can totally relate. And since I work alone I can’t blame it on rising employee wages. The pamphlet cites increases in other costs, such as materials, as additional factors. The rise in wages between 1917 and 1920 is startling, but apparently there were no increases between 1911 – 1917.
Below is the breakdown for the women operatives. Women’s positions in trade binderies were very stable at least since the eighteenth century. This is a surprising to me, given how much books changed during this time. They primarily did the folding, gathering, sewing, and laying-on of gold. The highest paid woman’s position was the head gold layer, at $27.50.
Women also operated the machine that replaced their traditional hand work. I can’t quite understand why the work itself was more gendered than operating a machine. Usually men operated the machines in factories at this time.

Of course there were many women hand bookbinders making fantastic books around this time. One of my favorites is Sybil Pye, and her hallucinatory take on traditional book design still looks fresh today. She was an aunt of David Pye, the wood carver, turner, and craft philosopher. David Pye’s “Nature and Art of Workmanship” is a common entry text for bookbinding students interested in exploring larger questions of Craft. The circle grows smaller.




